Welke stappen omvat het walsproces van titaniumplaten (zoals aanvankelijk walsen, warmwalsen, koudwalsen, enz.)? Welk type walserij wordt gebruikt? Hoe kan de walstemperatuur en -reductie worden gecontroleerd om een uniforme microstructuur en prestaties van de plaat te garanderen?
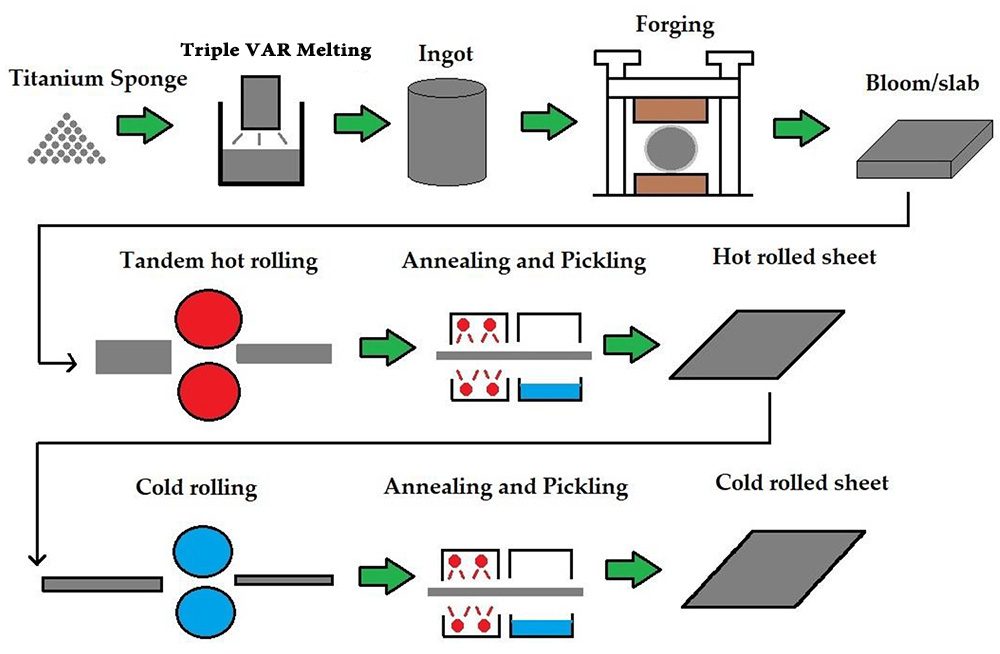
Het rollen van titanium en platen van titaniumlegering is een complex proces dat materiaalkunde, mechanische controle en procesoptimalisatie integreert. De processtroom kan worden onderverdeeld in drie kernfasen: aanvankelijk walsen, warmwalsen en koudwalsen. Elke fase komt overeen met specifieke walserijapparatuur en procesparameters.
(1) Initiële walsfase
Bij het eerste walsen wordt meestal gebruik gemaakt van een omkeerbare walserij met twee rollen. De belangrijkste taak ervan is het doorbreken van de kolomvormige kristalstructuur van de staaf van titaniumlegering en het bereiken van initiële plastische vervorming. In deze fase moet de verwarmingstemperatuur van de staaf strikt worden gecontroleerd (meestal 30-50 ℃ boven het β-fasegebied) en moeten gietfouten worden geëlimineerd door meerdere passages van kleine vervormingswalsen (reductie per passage ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. heeft de microstructuuruniformiteit van de initiële walsfase aanzienlijk verbeterd door het homogenisatieproces van de blokken te optimaliseren en numerieke simulatie te combineren om de vervormingsweerstand te voorspellen.
(2) Heetwalsfase
Bij warmwalsen wordt gebruik gemaakt van een onomkeerbare walsmolen met vier rollen of een universele walserij om grote vervormingsprocessen uit te voeren in het α β tweefasige gebied. In deze fase worden de korrels verfijnd door dynamische herkristallisatie en moet de uiteindelijke walstemperatuur (meestal niet minder dan 850 ℃) worden gecontroleerd om de plasticiteit van het materiaal te garanderen. Een box-type verwarmingsoven wordt gebruikt in combinatie met een inductieverwarmingscompensatiesysteem om een temperatuurnauwkeurigheid van ±10℃ te bereiken. De verdeling van de reductie van de warmwalsgangen volgt het "piramide"-principe, dat wil zeggen dat bij de eerste paar passages een reductie van 20-25% wordt gebruikt, en de daaropvolgende passages geleidelijk toenemen tot 35-40%, gecombineerd met een snel waterkoelingsproces tussen de passages om overmatige graangroei effectief te voorkomen.
(3) Koudwalsfase
Koudwalsen wordt uitgevoerd op een koudwalserij met vier of zes walsen, voornamelijk om de oppervlaktekwaliteit en maatnauwkeurigheid van de plaat te verbeteren. Het is noodzakelijk om meerdere doorgangen van kleine vervormingswalsen te gebruiken (reductie van enkele doorgang ≤10%) gecombineerd met een tussentijds gloeiproces, en de cumulatieve vervorming kan meer dan 80% bereiken. Changzhou Bokang heeft de nauwkeurigheid van de plaatvormcontrole verhoogd tot ±5 μm door de introductie van roller cross-technologie. De oppervlakteruwheid van de titaniumplaten van medische kwaliteit die het produceert is Ra≤0,2 μm, waarmee het internationaal toonaangevende niveau wordt bereikt.
De selectie van titaniumwalsapparatuur heeft rechtstreeks invloed op de kwaliteit van de eindplaat en moet worden ontworpen op basis van de materiaaleigenschappen:
(1) Selectie van het walserijtype
Primaire walserij: er wordt een omkeerbare walserij met twee rollen met gesloten uiteinde gebruikt, uitgerust met een hydraulisch AGC-systeem (automatische diktecontrole), en de roldiameterverhouding wordt geregeld tussen 1,8 en 2,2 om de beetconditie te optimaliseren
Warmwalserij: er wordt een onomkeerbare walserij met vier rollen gebruikt, met een werkroldiameter van 350-400 mm en een steunroldiameter van 1400-1600 mm, uitgerust met een buigrolsysteem en een rolverplaatsingsapparaat, en de nauwkeurigheid van de plaatvormregeling bereikt ± 15I
Koudwalserij: Er wordt gebruik gemaakt van een UC/VC gecombineerd walssysteem met zes walsrollen, de axiale schakelslag van de tussenrol is ±150 mm, en een lasersnelheidsmeter en diktemeter worden gebruikt om gesloten-luscontrole te bereiken
(2) Materiaaloptimalisatie van het rolsysteem
De werkrol is gemaakt van een legering op ijzerbasis met een hoog chroomgehalte (Cr12MoV) en het oppervlak is besproeid met een CrN/Al2O3-composietcoating met een hardheid van meer dan HV1200, die de hechting van titanium effectief weerstaat. De steunrol maakt gebruik van oneindige gekoelde gietijzeren centrifugale giettechnologie en het verschil in de hardheidsgradiënt van het roloppervlak wordt gecontroleerd binnen HS15 om de stabiliteit van de rolvorm te garanderen.
Nauwkeurige controle van temperatuur en vervorming is de sleutel om de uniformiteit van de structuur en prestaties van de titaniumplaat te garanderen, en er moet een multi-parameter koppelingscontrolemodel worden opgesteld.
(1) Temperatuurcontrolesysteem
Verwarmingsproces: er wordt een drietraps verwarmingssysteem toegepast (voorverwarmgedeelte 600-700 ℃/isolatiegedeelte 850-950 ℃/verwarmingsgedeelte 900-980 ℃) en een infraroodthermometer wordt gebruikt om realtime temperatuurbewaking te bereiken
Temperatuurregeling van het walsproces: In de afwerkingswalsfase wordt een rolsproeisysteem (watervolumeregelingsnauwkeurigheid ± 0,5 l/min) gebruikt en wordt een weerstandsverwarmingscompensatiesysteem gebruikt om de temperatuurschommelingen van het gewalste stuk binnen ± 20 ℃ te regelen.
Beheer van de uiteindelijke walstemperatuur: De verdeling van het temperatuurveld wordt voorspeld door middel van eindige-elementensimulatie, en er wordt een temperatuurwachttijdmodel tussen de passages opgesteld om de temperatuur van het gewalste stuk te garanderen. Zorg ervoor dat de uiteindelijke walstemperatuur niet minder dan 50℃ onder het fasetransformatiepunt ligt
(2) Algoritme voor het optimaliseren van de reductie
Multi-pass reductieverdeling: Gebaseerd op het materiaalhardingsmodel, wordt een genetisch algoritme gebruikt om de verdeling van de reductie bij elke passage te optimaliseren om ervoor te zorgen dat de vervorming van elke passage "parabolisch" is.
Dynamische reductieaanpassing: De rolkracht wordt in realtime bewaakt door een manometer, en het fuzzy PID-regelalgoritme wordt gebruikt om de reductie automatisch aan te passen om te compenseren voor het stuiteren van de rolspleet (compensatienauwkeurigheid ± 0,02 mm)
Beperk vervormingscontrole: Stel een kritisch reductiecriterium vast (ε_c=0,6σ_s/K), waarbij K de materiaalverwerkingscoëfficiënt is. Verhardingscoëfficiënt, zorg ervoor dat de reductie in één doorgang niet groter is dan 85% van de kritische waarde
(3) Maatregelen om de uniformiteit van de structuur te garanderen
Korrelgrootteregeling: Regel de dynamische herkristallisatievolumefractie via de Z-parameter (Z=ε·exp(Q/RT)) en houd de Z-waarde tussen 10-15 om uniforme gelijkassige korrels te verkrijgen
Textuuroptimalisatie: Gebruik het kruisrolproces (draai de plaat 45° per keer), gecombineerd met asynchrone roltechnologie (het verschil in lijnsnelheid tussen de bovenste en onderste rollen is 10-15%), om de textuur van het basisoppervlak effectief te verzwakken
Restspanningscontrole: Door het trekspanning-drukspanning wisselende walsproces, gecombineerd met spanningsrelaxatiebehandeling tijdens het gloeien, wordt de restspanning binnen ± 20 MPa gecontroleerd
Het walsproces van titaniumplaten vereist de oprichting van een volledig proceskwaliteitscontrolenetwerk. Changzhou Bokang is geslaagd voor de ISO9001/ISO13485-systeemcertificering en heeft een kwaliteitscontrolesysteem op drie niveaus opgebouwd: "grondstofinspectie, procesbewaking en testen van eindproducten":
Online detectie: uitgerust met plaatvormmeter, diktemeter, oppervlaktedetector, voor online controle van de diktetolerantie ±0,02 mm en plaatvormtolerantie ±8I
Organisatiedetectie: EBSD-technologie wordt gebruikt om de korreloriëntatie te analyseren om ervoor te zorgen dat de korrelgrootte ASTM Grade 8 een fijne verhouding heeft van ≥90%
Prestatieverificatie: De mechanische eigenschappen worden geverifieerd door middel van trekproeven, impacttesten en corrosietesten. De treksterkte van titaniumplaten van medische kwaliteit is ≥850 MPa en de rek is ≥18%, wat voldoet aan de ASTM F136-norm
Niet-destructief testen: Ultrasone phased array-technologie wordt gebruikt om interne defecten te detecteren om een 100% slagingspercentage voor foutdetectie te garanderen
Momenteel vertoont de technologie voor het walsen van titaniumplaten drie belangrijke ontwikkelingstrends:
Intelligent rollen: Er wordt een virtueel rolmodel tot stand gebracht via digitale dubbele technologie om online optimalisatie van procesparameters te bereiken;
Near-net-vormtechnologie: ontwikkeling van ultradunne continue walstechnologie voor titaniumplaten om een continue productie van ultradunne platen van 0,016 inch te bereiken;
Groene productietechnologie: Elektroplastische walstechnologie (EPR) wordt gebruikt om de walstemperatuur met 30-50°C te verlagen en het energieverbruik te verminderen.
 Informeer ons
Informeer ons
 Taal
Taal